Reducing energy use in grain dryers
Learn how to reduce grain drying costs and recover wasted energy. This technical information is for commercial crop producers.
ISSN 1198-712X, Published March 2024
Introduction
Are you paying too much to dry your grain? A grain dryer wastes as much as 40% of the energy it uses. Reducing and reusing excess heat in the exhausted air can reduce drying costs by up to 40%.
This fact sheet explains how to recover wasted energy and reduce grain drying costs using 3 steps:
- Monitor the energy use of the dryer. Keep records of the amount of fuel used, the amount of grain dried and the incoming and outgoing moisture levels of the grain. This provides a baseline for comparison.
- Make operational improvements to reduce energy use. Optimize the burner to save up to 12% energy and cool grain in a bin to reduce energy use by up to 30%.
- Reclaim heat from the dryer exhaust air to reduce fuel usage by up to 40%.
Understanding grain dryer energy use
In Ontario, soybeans and wheat are often harvested at or near optimal storage moisture. By comparison, corn can be harvested as high as 30% moisture, and must be dried to 15% or less before storage. Wet grain spoils quickly in storage, whereas dry grain will store for a long time. Waiting for grain to dry in the field can delay harvest and result in a loss of quality.
Each year, Ontario grows 850,000 hectares of corn, producing 8.5 million tonnes of grain. Assuming an average moisture content of 25% at harvest, drying this much corn down to 15% moisture in a continuous cross-flow dryer will use almost 300 million L of propane and produce nearly 450,000 tonnes of CO2 emissions. Reducing Ontario’s grain drying fuel usage by at least 20% can save 60 million L of propane and reduce CO2 emissions by 90,000 tonnes (the same as taking 19,000 passenger cars off the road).
Grain dryer energy use
Continuous cross-flow dryers, whether horizontal (Figure 1) or tower-style, are versatile and dry a lot of grain very quickly. They are the most common grain dryers used in Ontario.

Source: Brock Grain Systems, Milford, Indiana, USA.
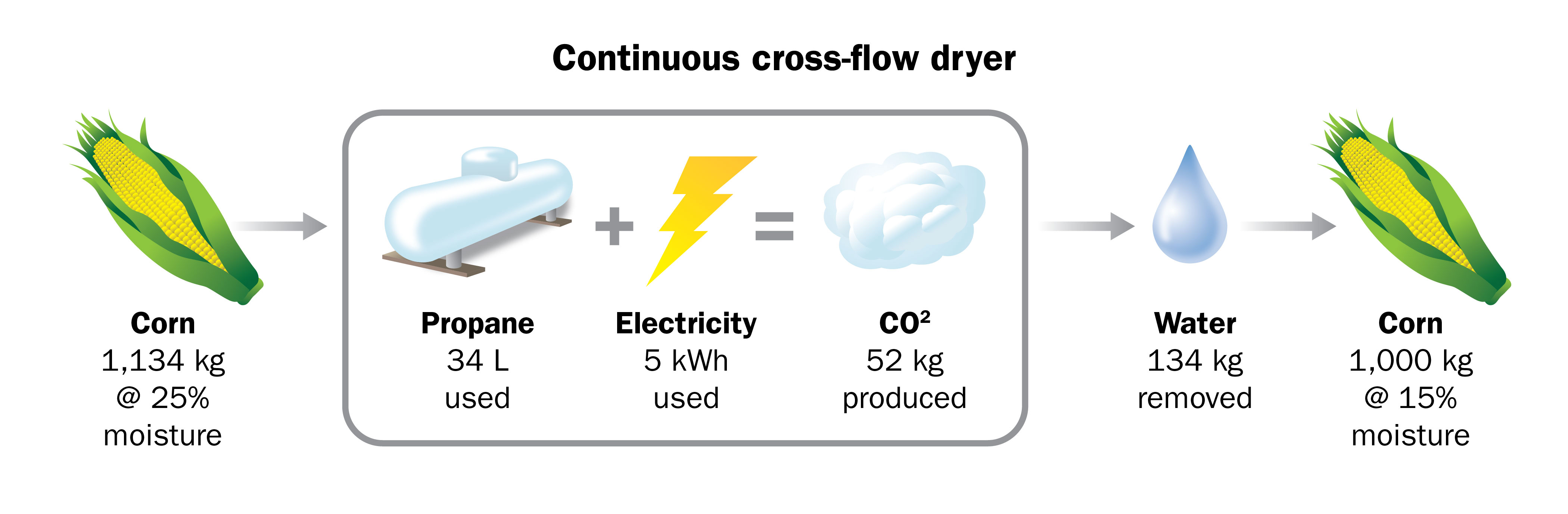
Energy use in grain drying is commonly discussed as the amount of energy (measured in kilojoules, kJ) needed to evaporate a certain quantity of water (in kilograms, kg) from the grain. If grain is harvested at 25% moisture, 134 kg of water must be removed to end up with one “dry” tonne (1,000 kg ) at 15% moisture. A continuous cross-flow dryer uses 860,000 kJ of energy (34 L of propane) to evaporate this much water. Burning 34 L of propane produces 52 kg of CO2 emissions. Propane is the most common grain drying fuel on farms in Ontario. If natural gas is used (more common on larger farms and commercial elevators), 23 m3 of fuel is needed which produces 44 kg of CO2 emissions. Approximately 5 kilowatt-hours (kWh) of electricity are used to run the dryer fan (Figure 2).
Different types of dryers have different energy use levels. A continuous mixed-flow dryer uses about 30% less energy, on average, than a continuous cross-flow dryer (Figure 3). No-heat and low-temperature dryers use significantly less energy, but they typically only use electricity (no fuel). Electricity is more expensive than propane or natural gas for the same amount of energy, so these dryers can be more expensive to operate.
However, dryer energy use is also influenced by weather (temperature and humidity) at the time of drying, as well as grain quality and moisture levels.
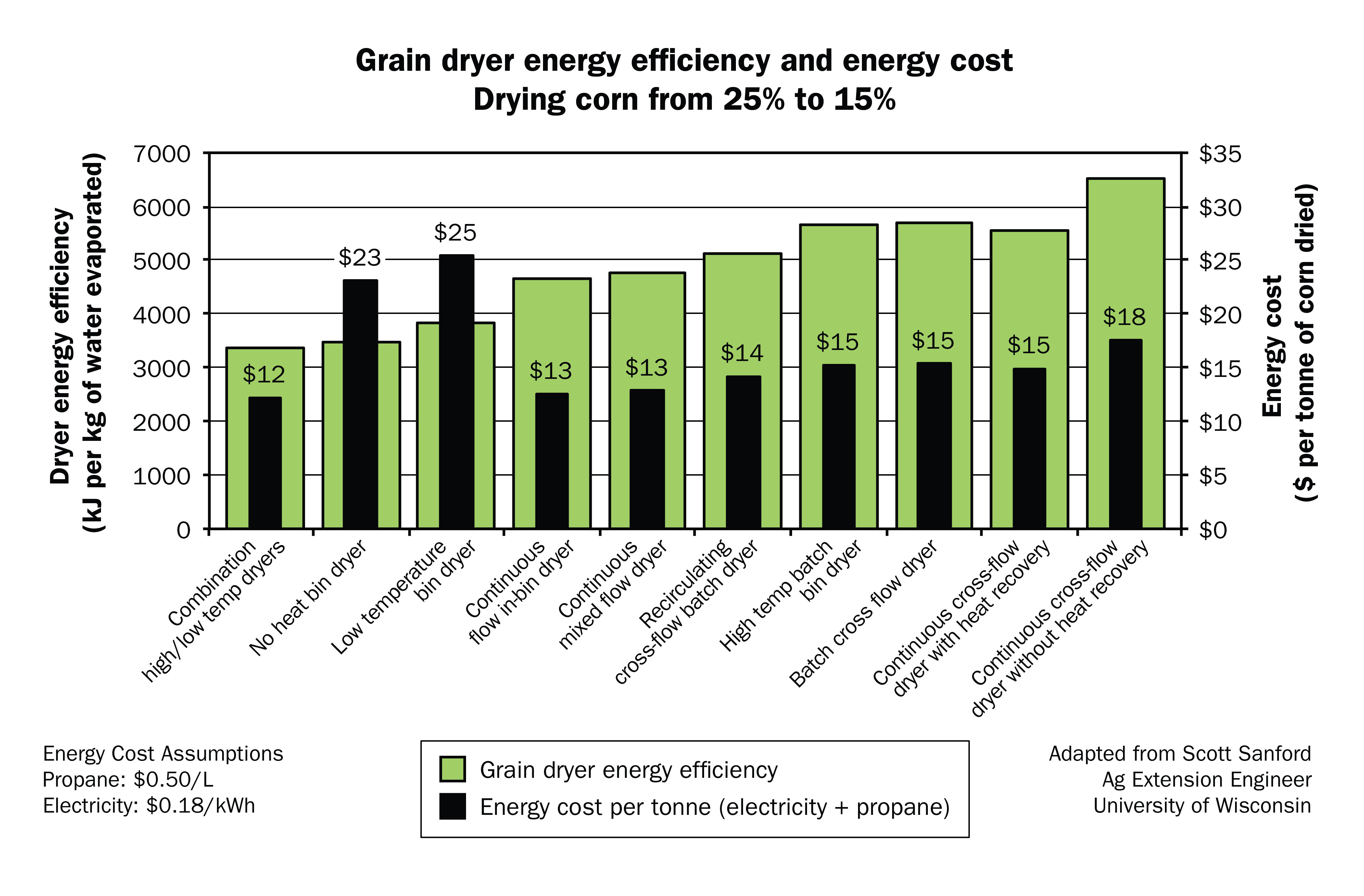
Source: Scott Sanford, M. Eng., University of Wisconsin-Madison, USA.
Operational changes to reduce drying energy
A well-maintained and well-operated grain dryer will use less energy than a neglected one:
- keep dryer screens, inlets and exhausts clean of red-dog and fines
- have a certified gas technician adjust the burners for maximum efficiency
- clean fan housings and blades, and check belt drives for any wear
- calibrate temperature and grain moisture sensors annually
- keep grain as clean as possible to ensure good air flow
- level the grain in a bin-type dryer for more uniform drying
- avoid over-drying the grain
Optimize the air-to-fuel ratio of the burner
Fuel needs air to burn. The volume of air required to burn 1 unit of fuel is called air-to-fuel ratio. The ideal air-to-fuel ratio is difficult to achieve in practice, because fuel and air don’t completely mix. As a result, 10-20% excess air is often needed for natural gas and propane burners to ensure complete combustion and maximize efficiency.
Natural gas burners need 10-11 parts air to 1 part fuel, and propane burners need 25-28 parts air to 1 part fuel to maximize efficiency. A 2020 study of grain dryers in Alberta found optimized burners can save up to 12% in energy costs.
Even though the air-to-fuel ratio might have been optimized when the dryer was installed, the burner orifice can become dirty over time, and sensors that balance the air-fuel mixture may become faulty or inaccurate. The air-to-fuel ratio can be measured using flow metering or flue gas analysis. Have a qualified service technician inspect and adjust the burner annually to ensure it is running at peak efficiency. To ensure complete combustion, the flue gases should contain as little oxygen as possible (indicates excess air), with little to no carbon monoxide (indicates incomplete combustion).
Increase plenum temperature
The temperature setpoint of the dryer plenum (the pressurized air space after the fan and the heater) directly affects the fuel usage of the dryer. Increasing the plenum temperature will burn more fuel. However, the moisture-holding capacity of the air will also increase, and will do so faster than the fuel usage. This means hotter air absorbs moisture faster and more efficiently than cooler air, drying the grain faster.
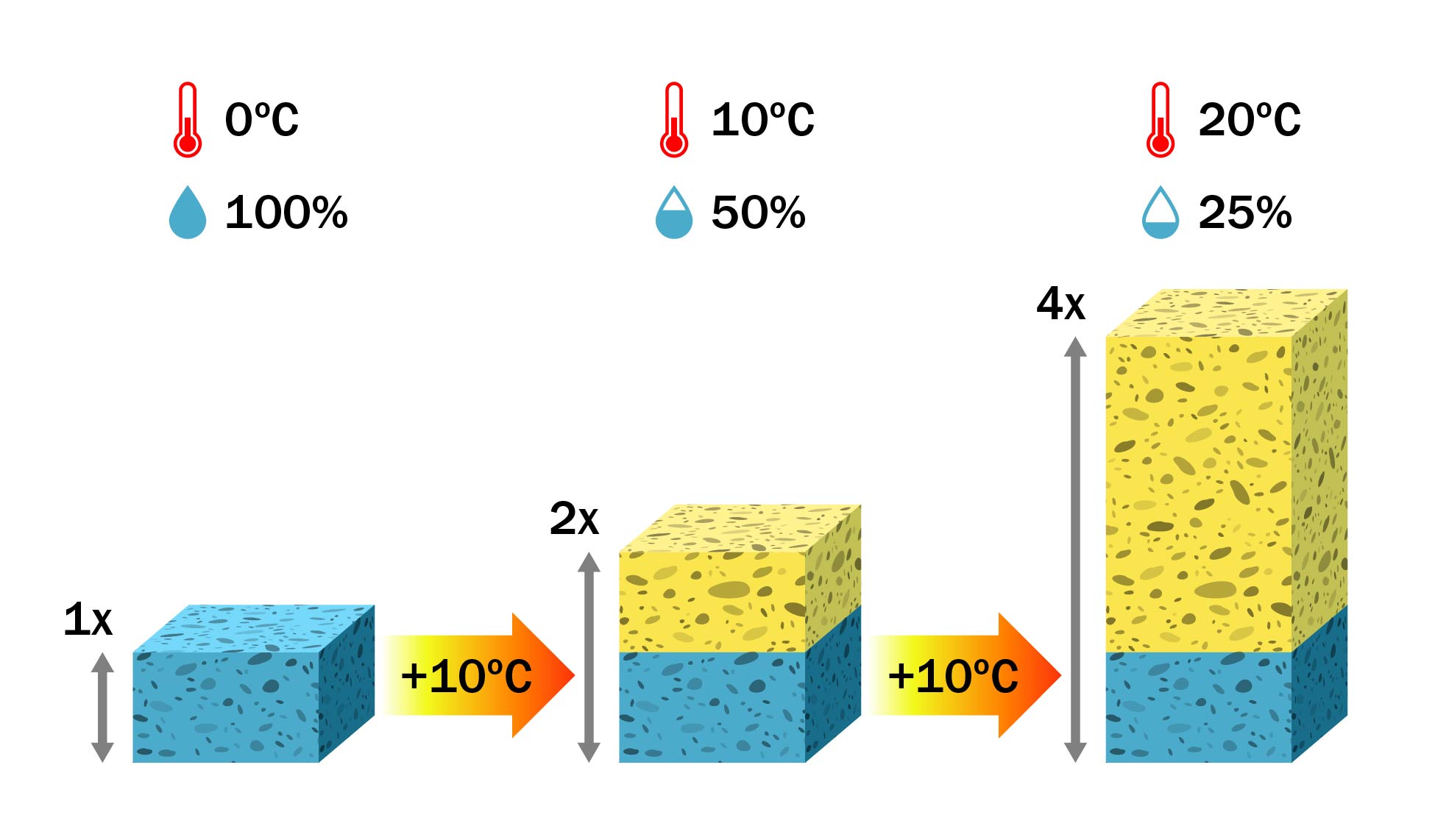
Air is like a sponge which soaks up moisture from its environment, in this case from the grain. The amount of moisture in air is measured as relative humidity (often expressed as a percentage). When relative humidity is high, drying is slow or nonexistent. By heating the air, its ability to absorb water increases, causing the relative humidity to decrease. Figure 4 illustrates how the capacity of air to absorb water (shown as a sponge) increases as the air temperature increases. The relative humidity decreases as the water already in the air stays constant (blue area of the sponge), which means the air can readily absorb more moisture (yellow area of the sponge).
However, there are tradeoffs. Test weight, an indicator of grain quality, normally increases during the drying process. However, test weight increases less when hotter air is used for drying. Hotter air also increases risk of grain damage such as stress cracks, breakage, discoloration, shrinkage/swelling and scorching.
To minimize damage, increase dryer temperature 5°C at a time. Dry a full batch or cycle at the new temperature, and carefully inspect grain leaving the dryer. If the quality is acceptable, increase temperature another 5°C and repeat the process. The maximum temperature is dryer-dependent (for example, continuous-flow dryers often operate hotter than in-bin or batch dryers) and certain end uses may also be more temperature sensitive.
Use staged temperatures
Stacked dryers with multiple heating sections can use different plenum temperatures, which can reduce wasted energy. Set the top section to hot (for example, around 100°C) where the grain is wettest. Reduce the temperature of the lower section(s) to avoid over-heating and damaging the grain. Set the lowest heating section to 30–40°C above ambient air. Staged drying reduces the exhaust air temperature in the lower section(s) and prevents overheating the grain.
Cool grain in a bin
Cooling grain slowly in a bin uses less energy than cooling rapidly in the dryer, because the residual heat in the grain can be harnessed to remove additional moisture. Most continuous dryers can be set up to run in “full heat” mode (no cooling). A storage bin with a large fan is needed as a standard aeration fan may not be adequate. The fan needs to produce 225 L/s of air flow for every tonne per hour of dryer capacity (12 CFM for every bushel/hour). For example, a 12.5 mt/hr (500 bu/hr) dryer will need a bin with a 2,800 L/s (6,000 CFM) fan. There are 2 methods to select from:
In-bin cooling:
- dry the grain until it is 1–2% above the desired moisture level
- transfer the hot grain to a storage bin
- run the fan immediately to cool the grain and remove the final points of moisture
- grain can remain in this bin for storage
- fuel savings up to 15% and dryer throughput increases up to 30% are possible
Dryeration:
- dry the grain until it is 2–3% above the desired moisture level
- transfer the hot grain to an intermediate bin and let it “steep” for 4–12 hours with no air flow
- after steeping, turn on the fan to cool the grain and remove the final points of moisture
- once dry, transfer grain to a storage bin. If the grain is not moved, condensation created during the steeping process will cause it to spoil
- fuel savings up to 30% and dryer throughput increase up to 50% are possible
Heat recovery systems for grain dryers
The air exhausted from a grain dryer is often much warmer than the outside air. Capturing and re-using this air will reduce energy use. There are 2 distinct types of heat recovery systems:
- heat recirculation, which may be factory-installed or custom-built
- heat exchangers, which are usually custom-built
Heat recirculation system
A heat recirculation system guides warm exhaust air directly back into the dryer fan inlet. Heat recirculation works best on continuous flow horizontal or tower dryers operated to dry and cool simultaneously.
Heat recirculation performance
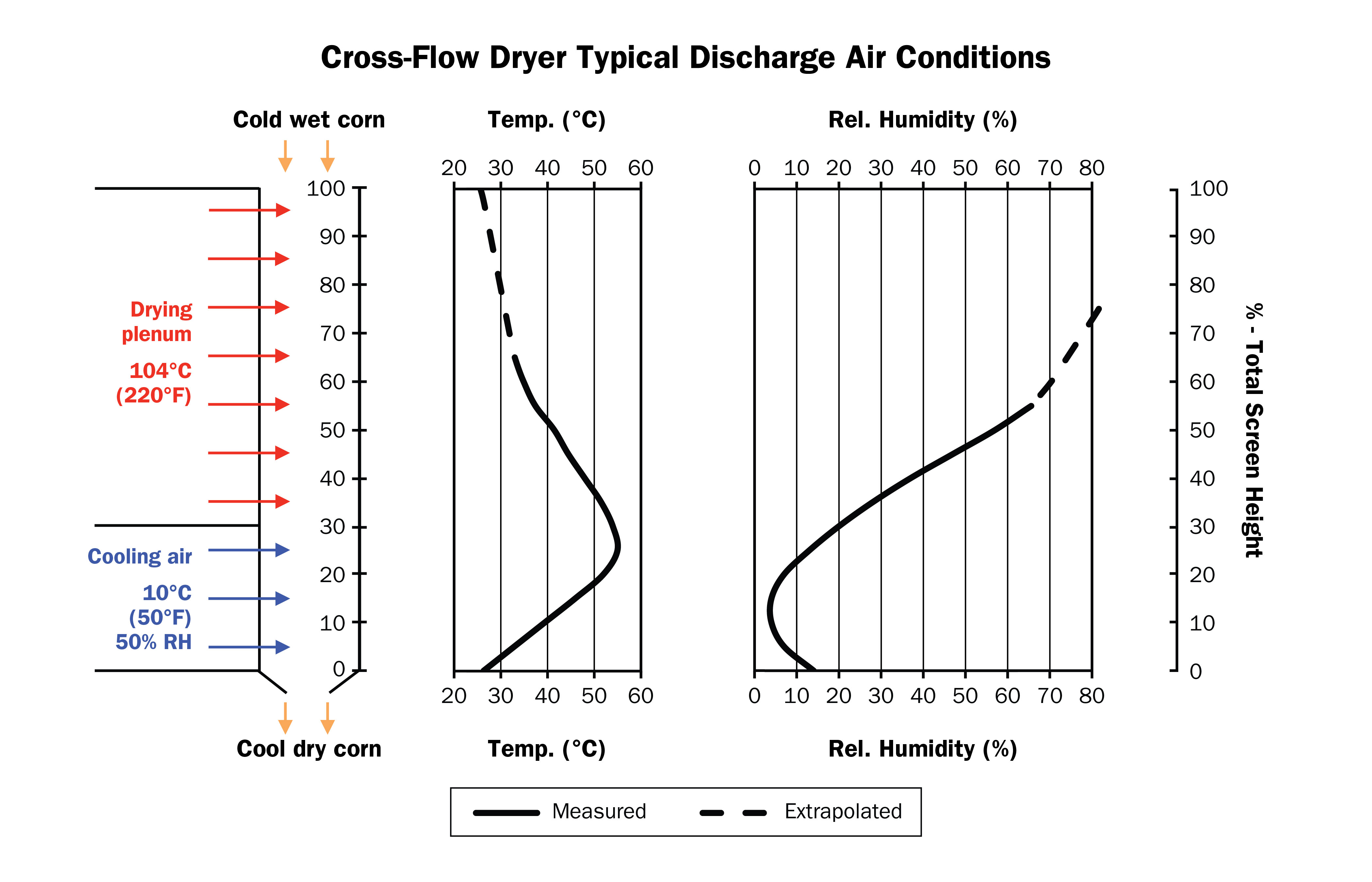
For a single-stage continuous cross-flow grain dryer, the temperature and relative humidity (RH) of the exhaust air will look similar to Figure 5. Any exhaust air that is warm (at least 20–30°C above ambient) with low humidity (40% or less) can be recirculated to reduce energy use. Generally, this is the exhaust air from the lower half of the dryer (including the cooling section).
This profile is different for other types of dryers. A multi-stage dryer has multiple temperature “peaks”. A batch dryer has a uniform exhaust temperature that increases as the grain dries.
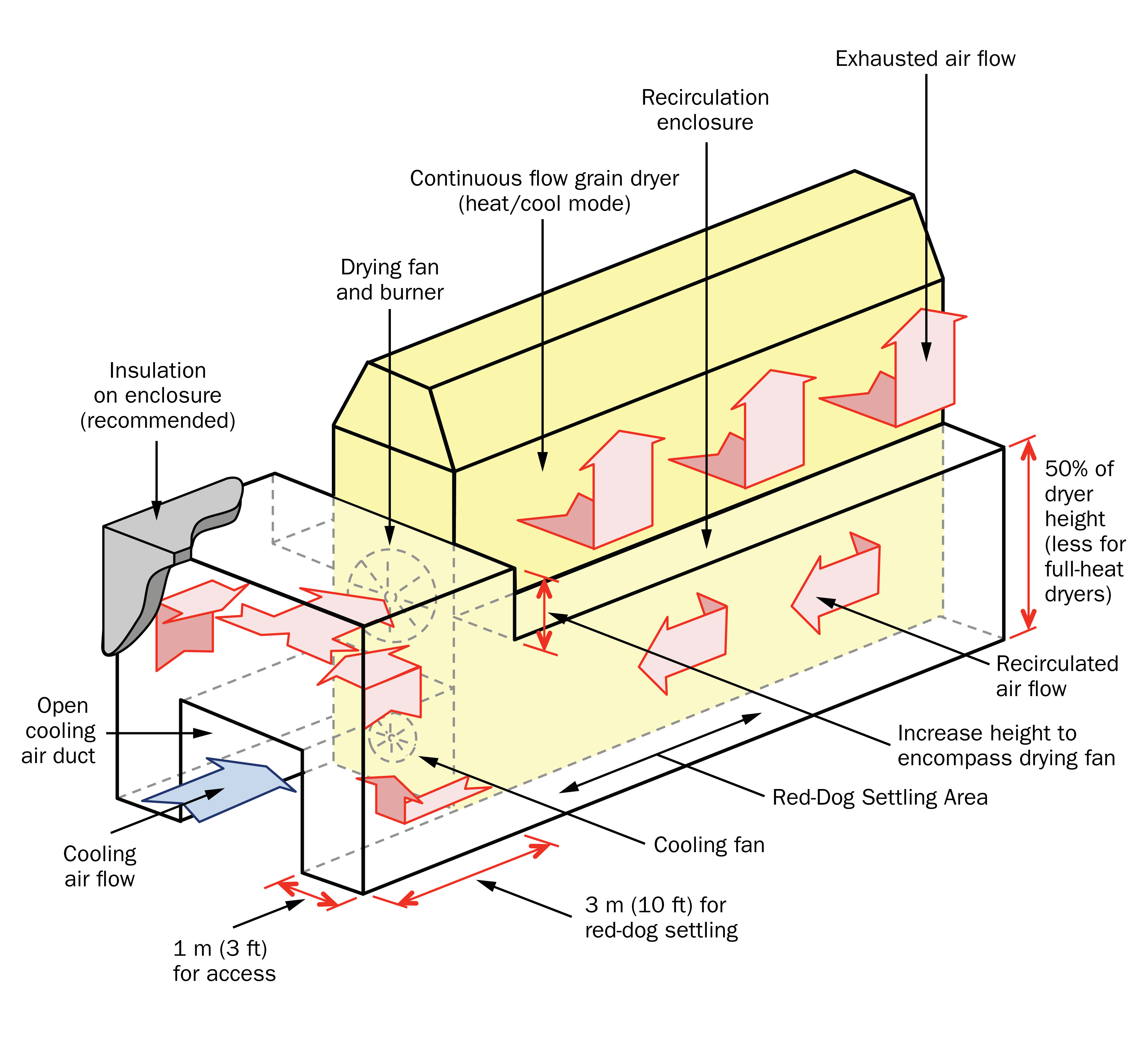
Heat recirculation design
The type of dryer affects the design of the heat recirculation enclosure:
- two-fan, single-stage dryers operating in heat/cool mode:
- recapture air from the bottom 50% of the dryer (the cooling section and the lower portion of the heating section)
- recapturing only the cooling section will choke the drying fan if extra air is not added
- single-fan or two-fan dryers operating in full heat mode (no cooling section), and single-fan dryers operating in heat/cool mode:
- recapture air from the bottom third of the dryer
- blend some ambient air into the recirculated air, or else throughput will be reduced
- additional in-bin cooling of the grain is needed
- three-fan dryers (assuming all fans have equal capacity):
- recirculate air from the lower fan into the middle fan
- recirculate air from the middle fan into the top fan
Figure 6 shows one possible configuration for a heat recirculation system on a two-fan continuous flow dryer operating in the heat/cool mode.
Heat recirculation cautions
Consider the following for heat recirculation:
- Dryer throughput is slightly reduced with heat recirculation, because the recirculated air contains more moisture than the ambient air.
- Full-heat dryers using heat recovery will have significantly lower throughput. To avoid this, blend some ambient air into the recirculated air.
- Grain coming out of a full-heat dryer or a single-fan heat/cool dryer will need to be cooled in storage.
- Do not install the enclosure too high up the dryer. Exhaust air from the top of the dryer is cooler and wetter, which will reduce the benefit of heat recovery.
- Settling areas for red-dog must be used. Recirculating too much red-dog creates a fire hazard.
- Check and clean the recirculation enclosure regularly. Remove any buildup of red-dog to maintain airflow and prevent fires.
Factory-installed heat recirculation
Some manufacturers offer factory-built recirculation kits for their dryers (Figure 7). These kits can be ordered with a new dryer, or added onto an existing dryer in the field. Contact the dryer manufacturer for available heat recovery options and pricing.
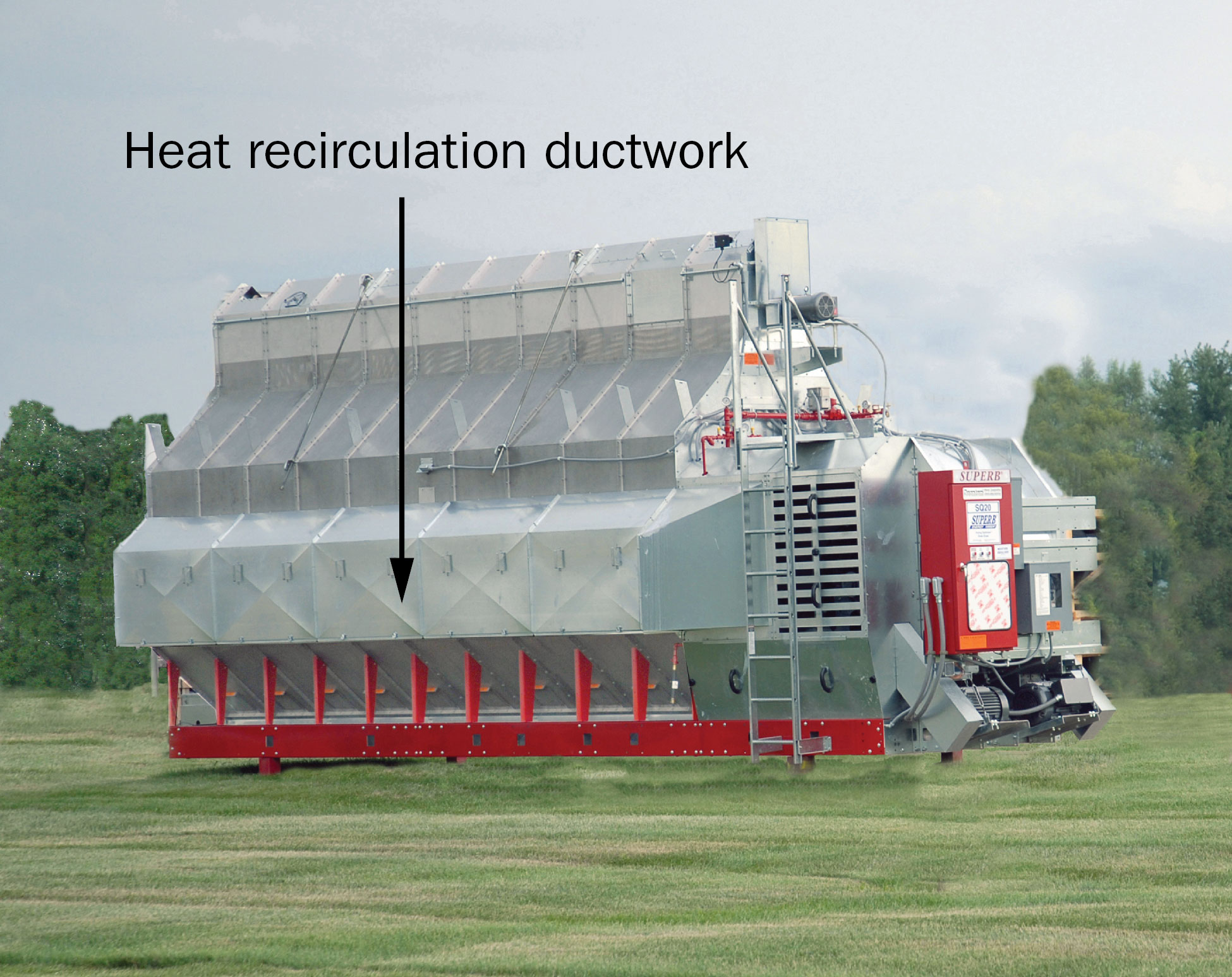
Source: Brock Grain Systems, Milford, Indiana, USA
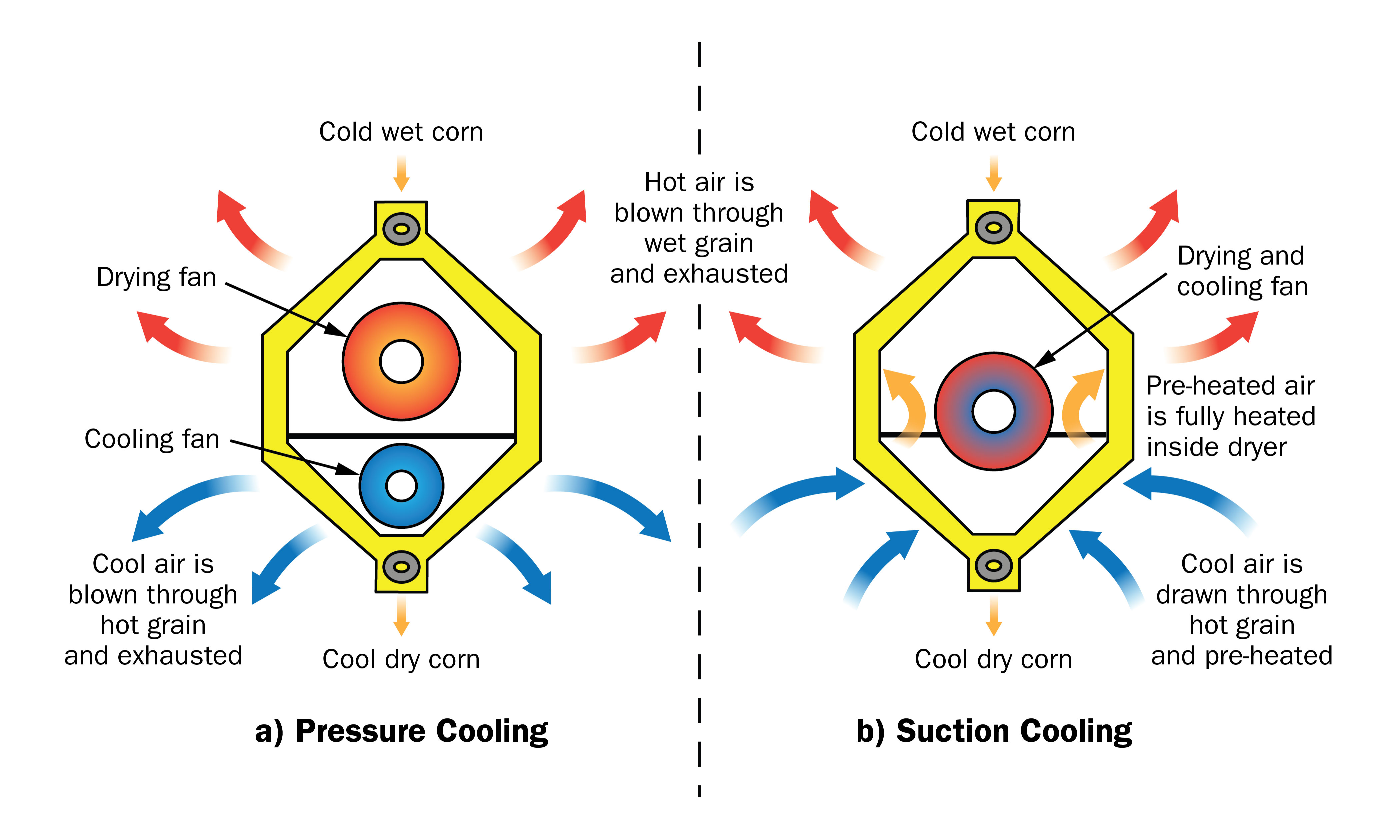
Factory-installed suction cooling
A standard grain dryer uses two fans which push outside air through the grain for both heating and cooling (“pressure cooling”). Many dryers can also be purchased with suction (vacuum) cooling. Fresh air is drawn into the dryer through the hot grain in the cooling section, and then heated and blown through the wet grain in the drying section. The result is similar to heat recirculation, saving 15–20% in fuel compared to a standard dryer (Figure 8).
Heat exchanger system
A heat exchanger separates exhaust air and fresh air with a waterproof divider. Heat travels through the divider from the hot exhaust air to the cold fresh air. The two airstreams do not mix, and no moisture or fines can pass through the divider. Unlike heat recirculation, the heat exchanger recovers heat from all of the exhaust air (even the most humid air), and can be used on any type of dryer.
Heat exchanger performance
In general, a heat exchanger is not as efficient as a recirculation system because the divider cannot transfer 100% of the exhaust heat to the fresh air. Estimating the performance is complicated, but a well-designed system will reduce energy use by up to 20%. Heat exchangers capture more heat at colder ambient air temperatures (10°C and below) (Figure 9).
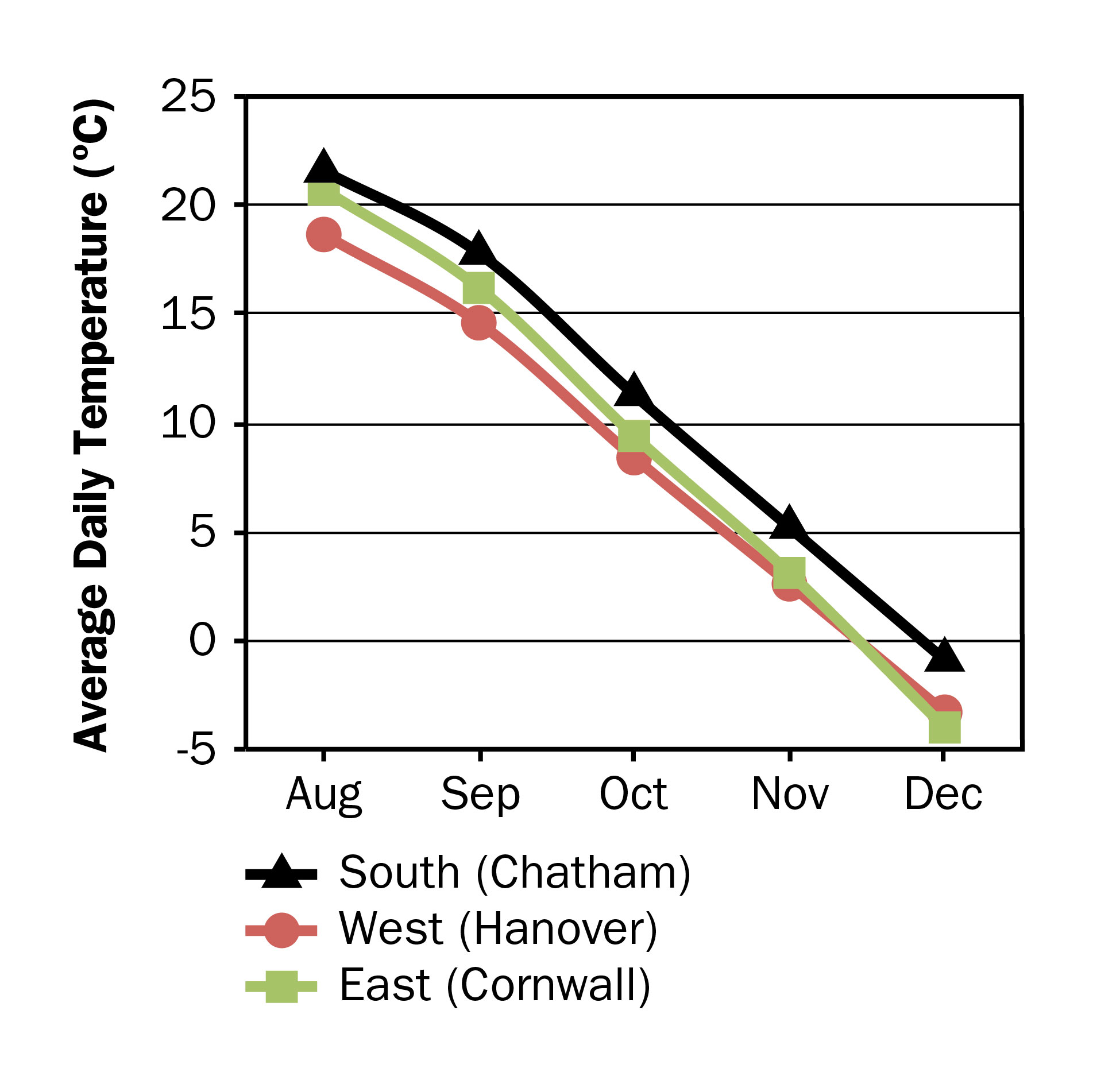
Data Source: Environment Canada
Heat exchanger design
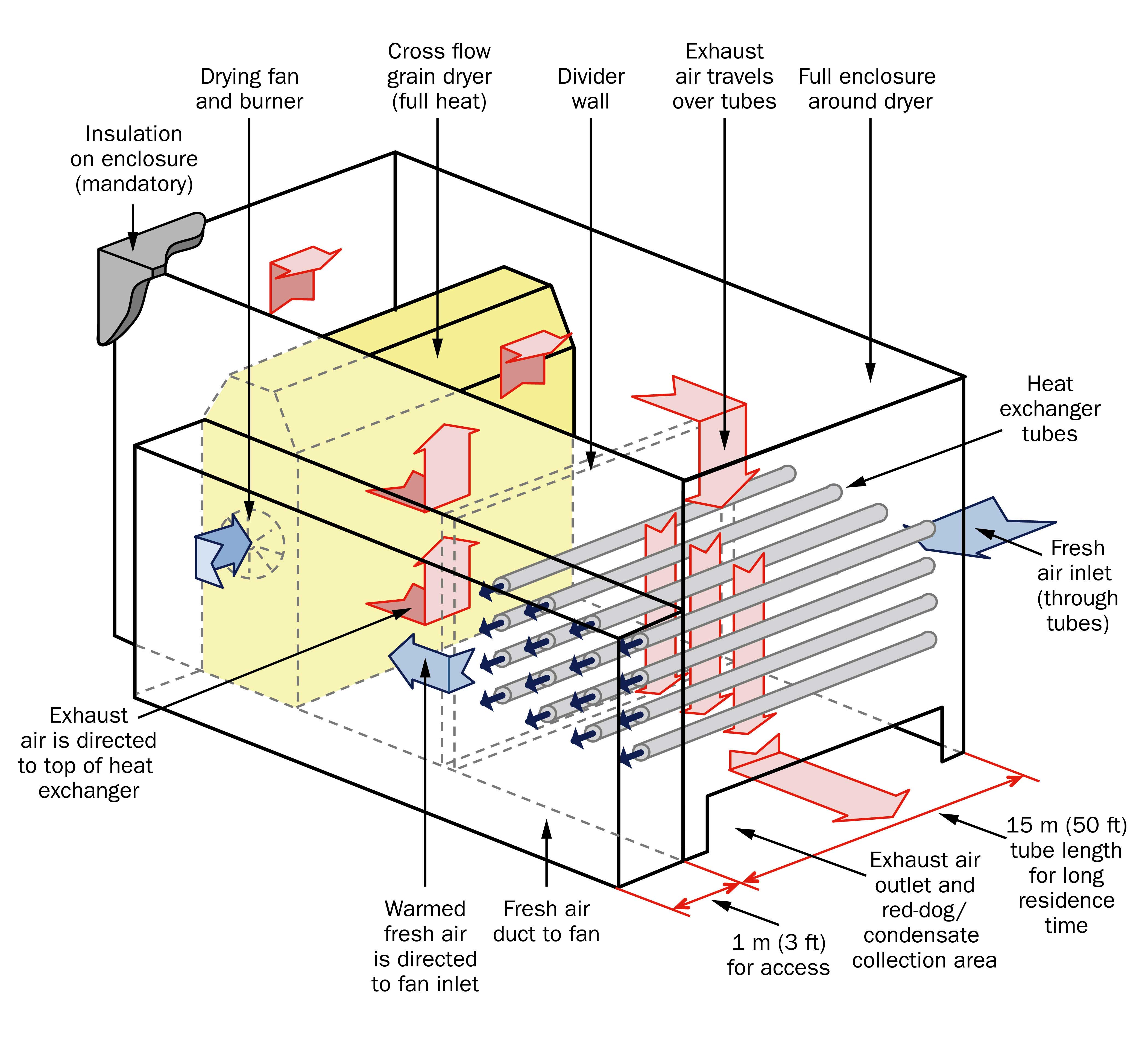
Heat exchangers are usually custom-built using hollow tubes. Incoming air travels through the tubes, while exhaust air passes over the outside. Heat travels through the tube wall between the two airstreams. A tubular heat exchanger can be built as follows:
- Use corrugated galvanized metal or plastic (“Big-O”) tubes.
- Plastic has poor heat transfer compared to metal, but will not corrode.
- Corrugations create air turbulence, which improves heat transfer.
- Use tubes 100 mm (4 in.) in diameter.
- Small tubing increases the total surface area for heat transfer.
- Use 30 tubes (100 mm diameter) for every 1000 L/s (2000 CFM) of dryer air flow.
- Intake air velocity through the tubes should be 4–5 m/s.
- Use tubes at least 15 m long (50 ft).
- Incoming air should take at least 3 seconds to travel through the tubes.
- Space adjacent tubes at least 100 mm (4 in.) apart.
- Exhaust air needs to travel freely over top.
- Stack the tubes vertically in line, not staggered.
- Allows red-dog and fines to pass through much more easily, reducing maintenance.
- Use S-bends in the tubes if additional length is needed. Keep tubes counter-flow to exhaust air for best heat transfer.
- Use long smooth bends for any directional changes, to minimize friction loss.
- Locate the tubes beside or in front of the dryer.
- Do not locate the tubes above the dryer; this will create serious dripping problems.
Figure 10 shows one possible configuration for a heat exchanger system on a continuous-flow dryer.
Heat exchanger cautions
Consider the following for heat exchangers:
- Use screens on air inlets to prevent bird entry.
- Red-dog will build up on the outside of the heat exchanger tubes, which reduces heat transfer and creates a fire risk. Clean tubes (power wash) regularly.
- Make sure there is access above the tubes for maintenance and power washing.
- The area below the tubes will collect red-dog and condensate. Make sure this area is accessible and designed to handle a wet environment.
- Insulate the entire enclosure to prevent condensation problems and mold/deterioration.
- Construction costs are higher than a recirculation system.
- Heat recovery performance is lower than a recirculation system.
Safety approval for modified grain dryers
Safe operation of a grain dryer is very important. All grain dryers in Ontario are certified for safe use, either in the factory by an agency like the Canadian Standards Association (CSA), or in the field by the Technical Standards and Safety Authority (TSSA).
New dryers with factory-installed heat recirculation are already certified for safe operation of the heat recovery system. Adding heat recovery (or any other modification) to an existing grain dryer changes the operating characteristics of that dryer, so the safety approval needs to be re-done in the field. It is illegal to operate an unapproved dryer.
TSSA is responsible for all field approvals in Ontario. Contact them to arrange a field approval.
Getting field approval
The dryer operator needs to submit the gas piping diagram, electrical schematics, purge calculations and other relevant information such as drawings and the user manual to TSSA. TSSA will review the documents and then inspect the dryer to make sure it meets all safety regulations. If the heat recovery system is being installed by the dryer manufacturer, they will coordinate the approval with TSSA.
The field approval process takes about a month and the cost is charged at an hourly rate for every hour TSSA spends on the approval. The total cost may be $1,500–$2,000 depending what TSSA requires.
Reduce the approval cost
To keep TSSA costs down, have the dryer manufacturer or an experienced contractor install the system and get the approval. A good contractor knows what TSSA requires and will work to get the approval quickly. The less time TSSA needs, the less it will cost. An operator on their own may not be familiar with TSSA procedures, which means the approval could take longer and cost more.
Budget for a heat recovery system
Installing heat recovery increases the cost of the dryer. However, fuel savings over the long term will provide a net benefit. A new grain dryer will operate for 20 years or more. If the extra cost of heat recovery can be paid back within 5 years, this provides 15 years or more of net savings.
Use Table 1 to estimate the savings on a continuous cross-flow dryer with heat recovery. For example, drying 5,000 tonnes of corn annually from 25% to 15% moisture costs $85,000 at today’s fuel prices. Reducing energy use by 30% with heat recovery saves $25,500. Multiply by 5 to get a total 5-year savings of $127,500. Contact the dryer manufacturer to confirm pricing for a heat recovery system and compare that to the 5-year savings, to determine if it is a good investment.
To adjust for a different propane price, multiply the cost by the new price, and divide by $0.50/L. For example, if propane increases to $0.75/L, the savings for drying 5,000 tonnes of corn with 30% heat recovery will be $38,250 [$25,500 × (0.75/0.5) = $38,250].
| Amount of corn dried (25% to 15% moisture) | Propane use | Propane cost ($0.50 per L) | Fuel cost savings ($) with percent reduction in fuel use (% saved) | ||
|---|---|---|---|---|---|
| mt (bu) | L | $ | (20% saved) | (30% saved) | (40% saved) |
| 50 (1,968) | 1,700 | $850 | $170 | $255 | $340 |
| 100 (3,936) | 3,400 | $1,700 | $340 | $510 | $680 |
| 500 (9,842) | 17,000 | $8,500 | $1,700 | $2,550 | $3,400 |
| 1,000 (39,368) | 34,000 | $17,000 | $3,400 | $5,100 | $6,800 |
| 5,000 (19,684) | 170,000 | $85,000 | $17,000 | $25,500 | $34,000 |
| 10,000 (393,680) | 340,000 | $170,000 | $34,000 | $51,000 | $68,000 |
| 50,000 (196,840) | 1,700,000 | $850,000 | $170,000 | $255,000 | $340,000 |
| 100,000 (3,936,800) | 3,400,000 | $1,700,000 | $340,000 | $510,000 | $680,000 |
Summary
Reducing grain drying energy saves fuel, reduces emissions and saves money. Before making changes, monitor the energy use of the grain dryer to understand the baseline energy use. Once the baseline is known, consider the following actions:
- Keep the dryer clean and well-maintained
- Optimize the air-to-fuel ratio of the burner to reduce energy use by up to 12%.
- Increase the plenum temperature to dry more grain faster, however be cautious about grain damage.
- Use dryeration or in-bin cooling to reduce energy use by up to 30% while increasing dryer throughput
- Install a heat recovery system to reduce fuel costs by 20–40% without affecting dryer throughput. (This requires field approval by TSSA. Contact TSSA for details.)
- When considering a new or replacement dryer, ask the manufacturer for energy use numbers. The type of grain dryer can make a 30% difference in energy use.
Consider dryers with suction cooling, which provides some benefits of heat recovery with 15–20% energy savings.
Author credits
This fact sheet was revised by James Dyck, P. Eng., engineering specialist, crop systems and environment, Ministry of Agriculture, Food and Rural Affairs (OMAFRA) and reviewed by Steve Clarke, P. Eng. (retired), engineering specialist, energy and crop system, OMAFRA and Chevonne Dayboll, Ph.D, greenhouse floriculture specialist, OMAFRA.